产品 新闻 我们
数控车床在线测量价格行情
了解数控车床在线测量系统的价格因素,通常涉及以下几个方面: 查看详情》
加工中心测头怎么用的
加工中心的测头使用涉及一系列精确的操作步骤,以确保加工过程中的测量精度和效率。以下是加工中心测头的一般使用方法: 查看详情》
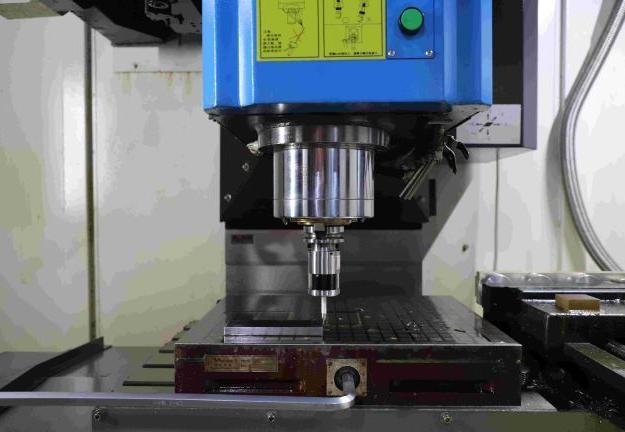
z向对刀仪的正确使用方法?
Z向对刀仪是一种用于数控机床的工具,用于精确测量并设置工具的Z轴(垂直轴)高度。以下是Z向对刀仪的正确使用方法: 查看详情》
刀具在机测量的意义
刀具在机测量是指在数控(CNC)机床的加工过程中直接测量刀具的尺寸和位置。这种测量方式对于精密加工具有重要意义,以下是其主要好处: 查看详情》
cnc车床探头检测
在CNC车床上,探头检测是一种重要的过程,用于保证加工精度和提高生产效率。探头检测涉及使用车床上的测量探头来测量工件的尺寸或检查刀具的位置。以下是CNC车床探头检测的一般步骤和注意事项: 查看详情》
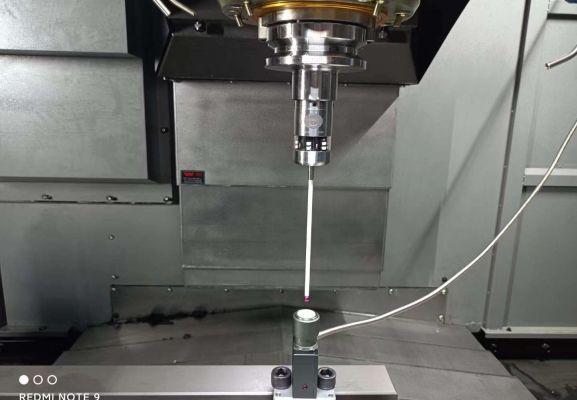
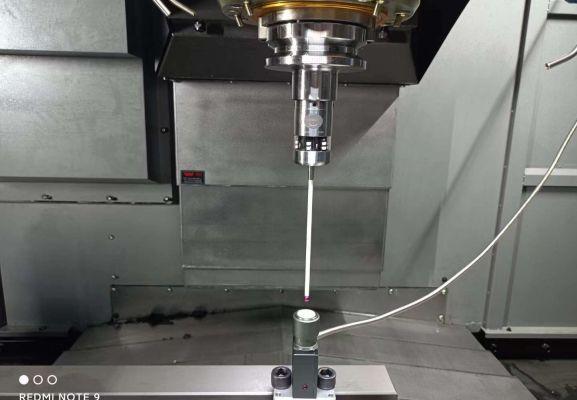
光电式z轴对刀仪使用方法?
光电式Z轴对刀仪是一种用于数控机床的对刀设备,它使用光电传感器来测量并设置工具的长度。以下是光电式Z轴对刀仪的标准使用方法: 查看详情》
加工中心探头角度计算方法?
在数控加工中心中使用探头进行角度计算时,通常涉及一系列的测量和计算步骤。这些步骤旨在精确地确定工件上特定特征的位置和方向。以下是一般过程: 查看详情》
苏州汉测:青海地区数控机床测头的优选解决方案
在青海的制造业中,苏州汉测凭借其先进的数控机床测头技术,已经成为业界的优选品牌。作为专业的测量技术供应商,苏州汉测提供的数控机床测头不仅精度高、性能稳定,而且兼具易操作和高效性,完全符合当地制造业对精密加工和质量控制的严苛要求。 查看详情》
数控车床的在线测量
数控车床的在线测量指的是在加工过程中直接对工件进行尺寸和几何特性的测量,而无需将工件从机床上卸下。这种测量方式对提高加工效率和保证产品质量非常重要。以下是数控车床在线测量的基本原理和实施步骤: 查看详情》
测量仪器有哪些?
测量仪器是用于测量和评估物体的尺寸、形状、位置或其他物理特性的工具和设备。它们在工业、实验室、建筑和科学研究中扮演着重要角色。以下是一些常见类型的测量仪器及其用途: 查看详情》
无线机床探头
无线机床探头是一种先进的测量设备,用于在数控(CNC)机床加工过程中进行精确的工件测量或刀具设置。这种探头利用无线通信技术,提高了操作的灵活性和便利性。以下是无线机床探头的主要特点和应用: 查看详情》
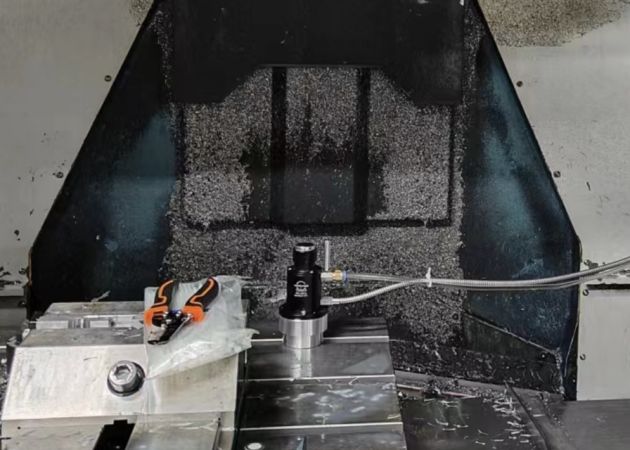
机床对刀仪的作用
机床对刀仪在数控机床加工中起着至关重要的作用。它用于精确测量和校正刀具的位置,以确保加工过程的高精度和高质量。以下是机床对刀仪的主要作用: 查看详情》